激光加工技术-激光焊接
焊接技术发明至今已有百余年历史,现在全世界所有大工业的产业,像航天航空、造船、通讯、家用电器、大型电站、冶金、微电子、武器装备及核能工业中产品的生产制造都离不开焊接技术,焊接是其最主要的工艺。
焊接热源:已非常丰富,如火焰、电弧、电阻、超声、摩擦、等离子、电子束、激光束、微波等等
焊接的基本原理:就是采用施加外部能量的办法,促使分离材料的原子接近,形成原子键的结合。在这个同时,又能去除掉一切阻碍原子键结合的一切表面膜和吸附层,以形成一个优质的焊接接头。

发达国家,它每年钢产量的50%到60%需要进行焊接加工。
激光焊是最近这些年发展起来的一种高能量的焊接方法,它是用激光来加热,所以它可以穿透透明介质,能够焊到透明介质容器的里边去,这是其他焊接方法难以做到的,这种方法也被利用到医学里边,比方视网膜脱落,视网膜是在眼球的后面,视网膜脱落以后眼睛就会失明,
现在就用激光的办法,透过眼球焊到眼球后面,把这个视网膜和眼球焊起来,这个已经是很成功的手术了。第二个它的优点是不需要真空保护,因此,现在得到了非常广泛的应用。
激光焊接是以高功率聚焦激光束为热源,熔化材料形成焊接接头的高精度高效率焊接方法。
激光焊接的应用始于1964年,但早期仅限于用小功率脉冲固体激光器进行薄小零件的焊接。70年代以来,随着千瓦级大功率CO2激光器的出现,激光深熔焊得到了迅速的发展。激光焊接的厚度已从零点几毫米提高到50mm,已应用于汽车、钢铁、航空、原子能、电气电子等重要工l部门。
目前在世界各国激光加工的应用领域中,激光焊接的应用仅次于激光切割,约占20.9%。
1.激光焊接基本模式:热导焊和深熔焊。
热导焊:激光功率密度较低(105~106W/cm2),依靠热传导向工件内部传递热量形成熔池。这种焊接模式熔深浅,深宽比较小。
深熔焊:激光功率密度高(106~107W/cm2),工件迅速熔化乃至气化形成小孔。这种焊接模式熔深大,深宽比也大。在机械制造领域,除了那些微薄零件之外,一般应选用深熔焊。
2.激光焊接与常规焊接方法相比具有如下特点:
①激光功率密度高,可以对高熔点、难熔金屑或两种不同金屑材料进行焊接(对钨丝进行有效焊接)。
②聚焦光斑小,加热速度快,作用时间短,热影响区小,热变形可忽略。
③脉冲激光焊接属于非接触焊接,无机械应力和机械形变。
④激光焊接装置容易与计算机联机,能精确定位,实现自动焊接,而且激光可通过玻璃在真空中焊接
⑤激光焊接可在大气中进行,无环境污染。
3.脉冲激光焊接(热传导焊接)
常用脉冲激光器:Nd:YAG激光器
调Q YAG激光器
脉冲CO2激光器
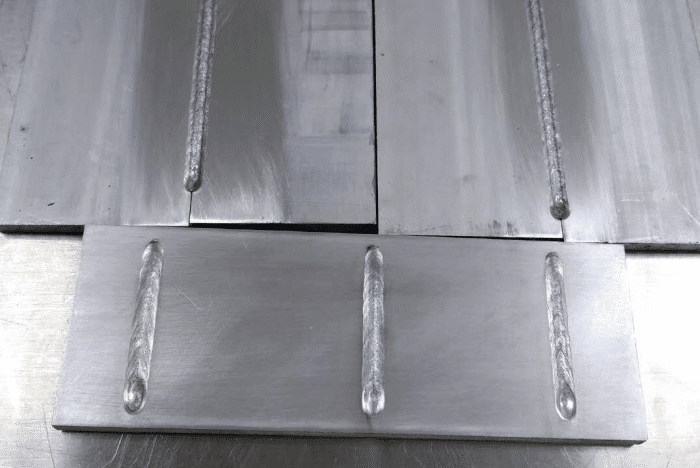
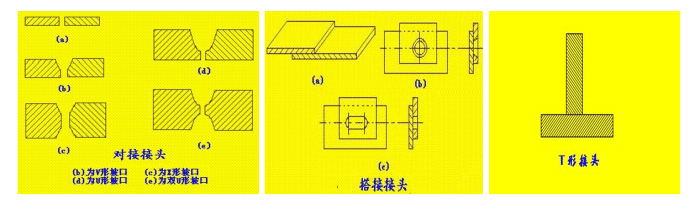
焊接接头形式:对接焊、搭接焊、交叉焊和平行焊
影响焊接质量的工艺参数:功率密度、脉冲宽度、脉冲波型和离焦量
激光功率密度是激光焊接的一个关键参数,激光功率密度不同时材料达到熔点和沸点的时间不同。
临界激光功率密度:当材料表面出现强烈气化时,材料加热过程中将出现两种波向材料内部传播,即热波和气化波。当激光功率密度较低时,热波的速度高于气化速度,当达到某—临界功率密度时,这两种波的速度相等 ,可得气化时的临界激光功率密度:
 激光脉冲波形
激光脉冲波形在激光焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度激光束射至材料表面,金属表面将会有60~98%的激光能量反射而损失掉,且反射率随表面温度变化。在一个激光脉冲作用期间内,金属反射率的变化很大。
问题解析:激光脉冲开始作用时反射率高;当材料表面温度升至熔点时,反射率迅速下降;表面处于熔化状态时,反射率稳定于某一值;当表面温度继续上升到沸点时,反射率又一次下降。
解决方法:利用带有前置尖峰的激光波形,在开始出现的尖峰,迅速改变金属表面状况,使其温度上升至熔点,从而在脉冲时刻到来时,表面反射率较低,使光脉冲的能量利用率大大提高。
离焦量对焊接质量的影响:
激光焊接通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。
离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦量相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
实验表明,激光加热50~200us材料开始op熔化,形成液相金属并出现汽化,形成蒸汽,并以极高的速度喷射,发出耀眼的白光。与此同时,高浓度气体使液相金属运动至熔池边缘,在熔池中心形成凹陷。当负离焦时,材料内部功率密度比表面还高,
易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。

 咨询电话:18118882999/ 0510-88239888
咨询电话:18118882999/ 0510-88239888










 业务咨询
业务咨询 18118882999
18118882999 0510-88239888
0510-88239888